
Introduzione
Chiunque ha sperimentato nelle proprie cotte una certa variabilità del valore dell’efficienza che rende sempre difficile stimare la quantità di grani da usare per ottenere una desiderata densità pre-fermentazione (la cosiddetta OG).
In questo articolo ho provato a raccontare i miei approfondimenti sia sperimentali e che teorici sul tema dell’efficienza di ammostamento, in particolare associata con il “batch sparge”.
L’obiettivo è riuscire a prevedere la quantità di grani da mettere in ammostamento per ottenere una certa densità iniziale del mosto. Parallelamente, si mette calcola la quantità di acqua di mash e sparge necessaria per ottenere la quantità di mosto in fermentazione.
SG potenziale, OG ed Efficienza
Come noto, ogni tipologia di malti ha un certo potenziale zuccherino che senza entrare nello specifico delle singole qualità di grani possiamo approssimare in unvalore tra 30 e 32 punti per ogni Kg di grani per ogni 10 litri. Questo valore è valido per i malti base e può scendere, anche di molto, per i malti caramel o roasted, ma considerata la percentuale massima in genere inserita in una ricetta, trascuriamo questo fattore e ipotizziamo un valore di 30 punti potenziali per ogni litro:

Ma da che cosa nasce questo 30?
Il peso specifico (densità) dello zucchero è maggiore di quello dell’acqua, perciò un litro di zucchero (un dm³) pesa circa circa 1,54 kg (si parla degli zuccheri ricavati dai malti, soprattuto maltosio). Come dire che 1 kg di maltosio ha un volume di 0,65 litri.
Bisogna però considerare che per ogni kg di malto solo una parte è composto da amido che poi sarà scomposto in carboidrati più semplici, perché l’altra parte è composta principalmente dalle trebbie (5% circa), proteine (10-11%), grassi (1%), acqua (4-5%) e altre sostanze (circa 1%). Preso pertanto nei chicchi di malto d’orzo, solo il 77-78% sono amidi che durante l’ammostamento si scioglieranno nell’acqua e diventeranno zuccheri.
Perciò, 10 litri di soluzione ottenuta dall’acqua e dagli zuccheri estratti da un kg di malto sono così composti:
- 1/1,54 * 78% = 0,50 litri sono composti da zuccheri;
- 0,10 litri sono le altre sostanze solubili, soprattutto proteine;
- 10 – 0,50 – 0,10 = 9,40 litri sono acqua;
- (non stiamo quindi contando le sostanze non solubili, principalmente le trebbie)
Il peso totale di 10 litri sarebbe quindi 9,40 (acqua) + 0,78 (amidi) + 0,12 (altre sostanze solubili) = 10,30 Kg cioè una densità di 1,030. Da cui il valore di 30 SG forniti da un Kg di malto in 10 litri.
Quindi in linea teorica se l’efficienza della nostra fase di mash fosse del 100% con un 3 Kg di grani potremmo preparare 15 litri di mosto con una OG pari a 60 (densità 1,060 kg/l):

Questa calcolo non tiene però conto dell’efficienza dell’impianto, ovvero della capacità, durante il processo di riuscire a portare effettivamente in fermentazione questi zuccheri. Se fosse ad esempio del 75%, porterebbe la OG a:

E’ quindi molto importante poter stabilire l’efficienza, non tanto per intraprendere una gara con gli altri homebrewer a chi ce l’ha più alta, ma per poter correttamente stimare la quantità di grani necessari per ottenere la OG desiderata. La quantità di grani che sarà necessaria è:

Quindi una quantità direttamente proporzionale all’OG desiderata, ai volumi di birra che si vogliono produrre e inversamente proporzionale all’efficienza.
Supponendo di avere una efficienza del 75% per ottenere una OG di 49 con 17 litri di mosto occorreranno

OG e litri di mosto sono due quantità che decidiamo noi, ma l’efficienza?
Poiché dopo l’ammostamento ci sarà una fase di bollitura che ridurrà i litri di mosto a disposizione (aumentandone proporzionalmente la densità) ci rifaremo per il momento alle quantità “pre-boil” chiamando coefficiente di evaporazione il rapporto tra il volume pre e post boil,

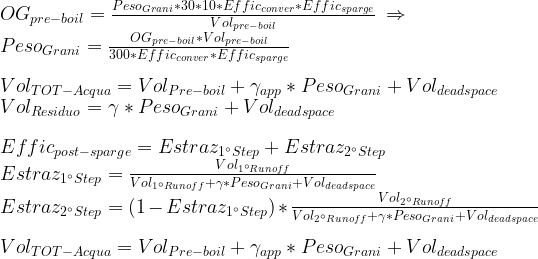
I grani necessari si possono indicare anche come:

Nell’esempio considerando dei volumi pre-boil di 20 litri e un coefficiente di evaporazione dell’15% (100-85):

L’efficienza dell’impianto è data essenzialmente da 2 fattori:
- Coefficiente di conversione, la quantità di zuccheriche si riescono a convertire dagli amidi (ma anche di altre sostanze solubili quali le proteine), liberare dalle trebbie e sciogliere nell’acqua;
- Efficienza post-sparge, la quantità di zuccheri (e altre sostanze solubili) che si riescono a portare fuori dal mash-tun.
Da qui in poi considereremo tutte le sostanze che nel mostro contribuiscono all’SG come zuccheri; le chiameremo quindi impropriamente sempre “zuccheri”.
Coefficiente di conversione (volumi reali e volumi apparenti)
Il coefficiente di conversione è influenzato:
- in buona parte dal grado e la qualità di macinazione dei grani;
- in parte dal rapporto tra la quantità di grani e l’acqua di mash; a parità di impianto, questo fattore può essere considerato costante se si usano proporzioni maggiori al 2,5 ÷ 3 Litri di acqua per kg di grani;
- in piccola parte dal tipo di grani, in realtà sono quei 30 punti di SG di cui si è parlato sopra che possono variare leggermente (come detto per i grani speciali è più bassa);
- in piccola parte dalla temperatura e durata del mash.
Ne deriva che la componente fondamentale dipende da una macinazione corretta dei grani, quanto più fine possibile ma senza compromettere l’integrità delle bucce necessaria per la filtrazione.
In proposito si consiglia di bagnare leggermente i grani (20 o 30 ml di acqua ogni Kg di grani) prima della macinazione per ammorbidire le bucce e renderle più elastiche. In questo modo potrete avvicinare un po’ i rulli del mulino, ottenere una macinazione più fine preservando il potere filtrante delle bucce.
Il cofficiente di conversione non è quindi una costante, ma può essere mantenuta in un range molto limitato se si mantengono costanti certe condizioni di lavoro da una cotta all’altra, in particolare la percentuale tra acqua e grani e le modalità di macinazione.
Una stima approssimativa di questa coefficiente si può ottenere:
- misurando la densità del nostro mosto una volta terminato il mash (quindi prima dello sparge);
- conoscendo quanti litri d’acqua sono stati inseriti nel tino di ammostamento (sempre prima dello sparge);
- conoscendo la quantità di grani messi in ammostamento.
Ma qui nasce una prima complicazione: qual è il volume reale del liquido presente in ammostamento?
E’ dato dall’acqua inserita in ammostamento più il volume degli zuccheri che dai grani si sono disciolti in acqua.

IInvece il peso del mosto è:

Perciò la densità massima raggiungibile dal mosto è:

Se però non tutti gli amidi vengono disciolti nell’acqua e convertiti in zucchero avremo che solo una parte sarà convertita:

e quindi
Da cui, sviluppando la formula rispetto al coefficiente di conversione:

Supponiamo di aver misurato la densità del mosto ottenuto al termine del mash di 3,7 kg di grani in 14 litri di acqua e che questa sia di 1,064 (SG di 64 punti), avremo che:

Da cui si ottiene che il nostro potenziale di conversione di zuccheri dai grani non sarà di 30 ma di 28,3 e i punti massimi di SG estraibili saranno 104,6.
Efficienza di sparge
A questo punto occorre capire quanti di questi 104,6 punti di zuccheri presenti nel liquido di mash (16,09 litri) saremo in grado di portare in bollitura e quindi recuperabili durante il primo svuotamento del mash-tun e con l’eventuale successivo sparge.
È chiaro che una certa quantità di mosto resterà imprigionato nei grani e che quindi non riusciremo a estrala con il runoff. Le evidenze sperimentali quantificano il volume estratto più o meno pari ai litri/kg di acqua inserita in fase di ammostamento meno i chili di grani. Quindi resta imprigionato nei grani una quantità di mosto più o meno pari ai kg dei grani. In realtà questo valore è un valore apparente in quanto si deve anche cosiderare il volume apportato dagli amidi/zuccheri che si sciolgono nell’acqua.
Pertanto la quantità di liquidi effettivamente trattenuti dal mosto è più alta. Secondo alcuni è proporzionale alla quantità di trebbie (perché sono loro che trattebbero i liquidi i liquidi) secondo altri più semplicemente proporzionali al peso dei grani, ma il fattore di proporzionalità può dipendere dal tipo di grani (malto d’orzo, di frumento, altri cererali non maltati…) e dal tipo di macinatura (più o meno fine). Infine risulta inferiore nei sistemi BIAB o BIAP in quanto i grani vengono sllevati nella sacca o nel cesto, favorendo la fuoriuscita del mosto residuo.
Ad inizio trattazione abbiamo ipotizzato che circa il 10,4% del peso dei grani sia trebbie e che l’85,6% fossero amidi (potenziale dei grani pari a 30 pt). Questi valori hanno sicuramente un grado di approssimazione di qualche decimale, quindi non vale la pena soffermarsi ulteriormente su analisi più complesse e ipotezziamo che questa quantità sia una costante dell’impianto (e modalità di macinatura). La chiameremo γ e approssimiamo il suo valore a 1,6:

Inoltre la forma del tino di ammostamento e la posizione del rubinetto di uscita del mosto determina che una piccola quantità di mosto resti intrappolata nel fondo del contenitore, il cossiddetto deadspace, quindi:
Quando γ = 1,6 si ottiene la formula sempificata:


Da cui si ricava che l’assorbimento apparente dei grani è:

Se come nel BIAB tutta l’acqua fosse stata messa durante il mash (o comunque prima della prima raccolta di mosto) senza effettuare sparge, la percentuale di zuccheri raccolti sarebbe stata pari al rapporto tra il liquido raccolto e il volume del mosto, quindi:

Chiameremo questa efficienza efficienza no-sparge.
Continuando nel nostro esempio se si sono usati 24 litri di acqua e 3,7 kg di grani, se il dead-space fosse di 280 ml, saremmo in grado di estrarre (litri pre-boil):

Ottenendo quindi una efficienza no-sparge:

L’efficienza totale sarebbe invece:

Nel nostro caso quindi l’SG pre-boil sarebbe:

Come sappiamo, lo sparge consente di migliorare la nostra efficienza; nel batch sparge il meccanismo è quello di diluire con una seconda aggiunta di acqua la quantità di mosto (e quindi di zuccheri) rimasta intrappolata nei grani (come detto 1,6 litri per ogni kg di grani più il volume del dead-space).
Aggiungendo quindi una certa quantità di acqua di sparge, l’acqua presente prima della raccolta dello sparge sarà:

dove:

Da cui l’acqua raccolta dallo sparge sarà:

La somma dei due run-off determina la quantità di mosto preboil:

Nel nostro esempio, supponendo di avere 3,7 litri di grani e di voler raggiungere un volume preboil di 20 litri, usando la formula già usata prima

avremo:

Se nel primo step inseriremo 12 litri , ne ricaveremo un runoff di 12 – 4 = 8 litri e che quindi avremo estratto:

A questo punti i punti estraibili al primo step sono:

Tenendo conto del nostro contenuto iniziale di zuccheri (104,7 punti) ne avremo per ora estratti il 56,3%:

Si noti che 58,9 punti distribuiti su 8 litri, determinano una densità (SG) di 73,6. La formula è:

A questo punto andiamo ad aggiungere gli ulteriori 12 litri di acqua, sapendo che internamente era rimasta una quantità di mosto pari a

contenente ancora il 100 – 56,3 = 43,7% degli zuccheri convertiti dai grani, secondo la formula:

Al secondo step saremo in grado di tirar fuori una percentuale di zuccheri residui pari al rapporto tra l’acqua del secondo run-off (ovvero quella del rabbocco) e il volume di liquido presente nel tino dopo il rabbocco, quindi:

Nel nostro caso aggiungiamo 12 litri ai 3,7 * 1,6 + 0,28 = 6,20 rimasti intrappolati sui grani, quindi:

Quindi estrarremo insieme ai 12 litri il 65,9% del 43,7% = 28,8% degli zuccheri, che nel nostro caso saranno ulteriori 30,2 punti:

secondo la formula:

A questo punto possiamo calcolare la densità del secondo run-off:

che nel nostro esempio è:

Non resta che calcolare i punti totali raccolti dal primo e secondo run-off come somma di 30,2 e 58,9 punti, ovvero 89,1. Tali punti, divisi su 20 litri di pre-boil fanno una densità pre-boil di 89,1 * 10 / 20 = 44,6.
Ma quale è stata quindi l’efficienza complessiva dell’ammostamento (primo e secondo step)?
Al primo step abbiamo raccolto 56,3%, al secondo 28,8% e in totale arriviamo allora al 85,1%. Tale percentuale, che può essere vista come 89,1/104,7, è l’efficienza post-sparge di cui abbiamo parlato all’inizio:

Efficienza Totale
Recuperando la formula descritta a inizio articolo:

E conoscendo a questo punto i due fattori della moltiplicazione, possiamo calcolare l’efficienza complessiva della nostra cotta:

Mentre l’efficienza di conversione è più o meno una costante del nostro impianto, si può dimostrare che l’efficienza post-sparge è massima se il primo e secondo run-off hanno pari volume ovvero se:

Nel nostro caso la soluzione ottimale sarebbe quindi stata quella in cui il primo e il secondo run-off fossero stati di 10 litri con una prima infusione di 10 + 3,7 * 1,004 + 0,28 = 14 litri e un rabbocco di 10 litri.
Certo è che 14 litri per ammostare 3,7 kg di grani sono troppi, però si possono fare 2 considerazioni:
Primo: percentuali diverse tra primo e secondo step rispetto a 14 – 10 (ad esempio 12 –12, 13 – 11, 15 – 9, 16 – 8) sono comunque subottimali e non modificano di molto l’efficienza di sparge, possiamo quindi ridurre l’acqua di ammostamento in favore dell’acqua di sparge senza perdere efficienza.
Secondo: si può fare un mash con un rapporto acqua grani pari 3 litri per Kg e poi aggiungere acqua calda subito prima del primo run-off fino a raggiungere la quantità ottimale (una sorta di mashout). Nel nostro caso ammostamento con 12 litri di acqua e aggiunta di 2 litri a fine ammostamento per raggiungere 14.
Allo stesso modo all’aumentare dell’OG pre-boil e quindi dei grani utilizzati si può prevedere una maggiore quantità di acqua nel primo step per mantenere il rapporto tra acqua e grani per lo meno sopra 2,5. Il che porta (per avere il volume pre-boil desiderato senza aumentare i tempi di bollitura) a ridurre l’acqua di sparge (litri rabbocco).
Come vedremo più in dettaglio negli esempi successivi, conviene ridurre l’acqua di sparge per mantenere il corretto rapporto tra acqua e grani.
Alfa e Beta
Purtroppo alcuni dei fattori chiave che intendiamo calcolare si influenzano vicendevolmente e quindi non è facile sintetizzare una formula che, dato l’uno, determini l’altro. Infatti:
- la quantità di grani in mash (fissata l’OG pre-boil) dipende dall’efficienza
- l’efficienza (per lo meno quella di sparge) dipende dalla quantità di acqua utilizzata
- la quantità di acqua totale (fissato il volume pre-boil) dipende dalla quantità di grani in mash
Ma ripartiamo dall’inizio, recuperando alcune formule presentate in precedenza:
Innanzitutto abbiamo visto che l’efficienza è massima quando:

E quindi:

Chiamiamo adesso δ la costante (sempre per il nostro impianto):

avremo che:

Sostituendo questa formula dei grani nell’equazione dell’efficienza si ottiene:

Quindi l’efficienza dipende da Volume pre-boil e dal volume del deadspace (come preventivabile peggiora all’aumentare del deadspace).
Adesso raccogliamo il rapporto di questi due valori in una variabile α,
si può semplificare la formula ell’efficienza post-sparge:

Se poi utilizziamo una ulteriore variabile β,

l’equazione si semplifica ulteriormente:

A questo punto, sviluppando la formula precedente, si può scrivere una equazione di secondo grado la cui unica incognita è l’efficienza post-sparge:
![(1+\alpha)^2 \cdot Effic_{post-sparge}^2 + \left[(1+\alpha) \cdot \beta - 1 - 2 \cdot \alpha \right] \cdot Effic_{post-sparge} + \left[\left(\frac{\beta}{2}\right)^2 - \beta \right] = 0](https://s0.wp.com/latex.php?latex=%281%2B%5Calpha%29%5E2+%5Ccdot+Effic_%7Bpost-sparge%7D%5E2+%2B+%5Cleft%5B%281%2B%5Calpha%29+%5Ccdot+%5Cbeta+-+1+-+2+%5Ccdot+%5Calpha+%5Cright%5D+%5Ccdot+Effic_%7Bpost-sparge%7D+%2B+%5Cleft%5B%5Cleft%28%5Cfrac%7B%5Cbeta%7D%7B2%7D%5Cright%29%5E2+-+%5Cbeta+%5Cright%5D+%3D+0+&bg=ffffff&fg=000&s=1&c=20201002)
la cui unica soluzione positiva è (se α ≠ -1),

Nel caso in cui il deadspace sia nullo (α = 0) la formula si semplifica un po’:

Vediamo se la formula funziona nel nostro esempio. Innanzitutto calcoliamo α e β:

Quindi ricaviamo l’efficienza e i grani:

Riprendendo quindi le 2 formule di acqua totale ed efficienza di sparge illustrate precedentemente e sostituendo la quantità di grani adesso nota si ottiene:

BIAB
L’efficienza del BIAB è assimilabile a quella del no-sparge, pertanto recuperiamo la formula:

Usando le costant α e β definite precedentemente e sostituendo Grani e Zuccheri con la loro dipendenza dall’efficienza:

Da cui si ricava che, se α=0 ovvero non c’è dead-space:

La formula è interessante perché ci dice che nel BIAB l’efficienza è direttamente proporzionale alla densità pre-boil, scende all’aumentare della densità.
I grani necessari per avere una tale OG sono invece:

Esempi
Per capire meglio che cosa accade al crescere dell’OG faremo 3 ulteriori esempi (e riassumeremo il caso già esposto nel corso dell’articolo) in cui proveremo a determinare la quantità di acqua necessaria, l’efficienza e quindi la quantità di grani. Solo successivamente faremo un riepilogo delle formule e sveleremo un trucco.
Manterremo come costante dei 3 esempi il volume pre-boil a 20 litri e quello post-boil a 17 litri.
Questo significa che l’OG post-boil sarà pari a 20/17 dei quella di pre-boil.
- Esempio 1: OG = 49 –> OG pre-boil = 41,5
- Esempio 2: OG = 68 –> OG pre-boil = 58
- Esempio 3: OG = 81 –> OG pre-boil = 69
Esempio 1
Dall’OG pre-boil di 41,5 abbiamo già visto che si ottengono:
Kg Grani = 3,7 Kg
[Eff sparge] = 87 %
Litri Acqua = 24 litri
Litri 1° Step = 14 litri
Litri Rabbocco = Litri 1° run-off = Litri 2° run-off = 10 litri
Efficienza = 75%
Esempio 2
Dall’OG pre-boil di 58 otteniamo facilmente che:
[Kg Grani] = 5,75 Kg
[Eff sparge] = 78 %
Litri Acqua = 26,2 litri
Litri 1° Step = 17,2 litri (per mantenere al 3 il rapporto acqua grani)
Litri 1° run-off = 11 litri
Litri Rabbocco = Litri 2° run-off = 9 litri
Efficienza = 67%
Esempio 3
Dall’OG pre-boil di 69 otteniamo facilmente che:
[Kg Grani] = 7,5 Kg
[Eff sparge] = 71 %
Litri Acqua = 28 litri
Litri 1° Step = 22,5 litri (per mantenere al 3 il rapporto acqua grani)
Litri 1° run-off = 14,5 litri
Litri Rabbocco = Litri 2° run-off = 5,5 litri
Efficienza = 61%
In questo caso il secondo run-off è molto inferiore al primo e ciò determina un efficienza inferiore a quella calcolata con a formula e di conseguenza una SG pre-boil più bassa di quella teorica.
Esempio 4
E se uno pratica il BIAB? Verifichiamo che cosa sarebbe accaduto per i nostri 41,5 di OG pre-boil con 20 litri.
[Kg Grani] = 4,3 Kg
[Eff biab] = 76%
Litri Acqua = 24,65 litri
Litri 1° Step = 24,65 litri (nel BIAB non ci sono aggiunte di acqua)
Efficienza = 65%
Trub
Infine una curiosità: perché esempi con 20 e 17 litri? Perché di “20 litri” era la capienza della mia prima pentola di bollitura 3 erano i litri che perdevo in bollitura tra evaporazione e contrazione del mosto dopo il raffreddamento. Infine, in media perdevo un paio di litri tra trub e prelievi per la misurazione dell’OG e quindi arrivavo ad avere 15 litri di birra in fermentazione.
Se nell’efficienza volete contare anche queste perdite, si otterrà:

Nel nostri esempi, considerando di perdere 2 litri, tutte le efficienze vanno moltiplicate per 15/17 = 0,88:
Efficienza49 post-trub = 0,75 * 0,88 = 66%
Efficienza68 post-trub = 0,67 * 0,88 = 59%
Efficienza81 post-trub = 0,61 * 0,88 = 54%
Efficienza49Biab post-trub = 0,65 * 0,88 = 57%
Riassumendo quanto descritto i questo articolo, tre sono i momenti in cui partendo dai grani per arrivare al fermentatore perdiamo i nostri zuccheri. Pertanto per ognuno dei tre cerchiamo di misurare, anzi conoscere a priori, l’efficienza in modo da poter predire la quantità di malto necessaria per ottenere una certa densità del mosto.
- [Eff conversione] –-> Determina quanti zuccheri si riescono a convertire dall’amido presente nei grani; è una costante del proprio impianto/processo, da calcolare a partire da dati sperimentali.
- [Eff estrazione] –> Determina quanti zuccheri si riescono ad estrarre dal mash-tune e quanti restano invece nell’acqua trattenuta dai grani; varia da cotta a cotta, per il Batch-sparge e il BIAB può essere calcolata
- [Eff post-trub] –> Determina quanti zuccheri vengono gettati con il trub; fate compattare bene il trub, oppure portatelo in fermentazione.